ТС1625Ф3 токарный станок с ЧПУ, производство Россия
Купить в один клик

Классика, проверенная временем. Данный станок разработан нашей компанией с учетом особенностей эксплуатации Российским потребителем. Многолетняя практика модернизации станков с ЧПУ, длительный этап крупноузловой сборки, опыт нескольких поколений компоновок станин позволили нам запустить в производство мощный и практичный станок. Мощно и практично:2300 Нм, Мотор шпинделя 25/10 кВт; РГ VDI до 12 инстр.; Siemens 828D
Технические характеристики
| ТС1625Ф3 | |
|---|---|
| Наибольший диаметр заготовки, мм | 580 |
| Макс. диаметр изделия типа диск, мм | 520 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 280 |
| РМЦ, мм | 1000, 1500 |
| Макс. вес заготовки, кг | 500 |
| Оси | |
| Максимальное перемещение по оси Х, мм | 290 |
| Макс перемещение по оси Z, мм | 1000, 1500 |
| Быстрые перемещения по оси Х, мм/мин | 8000 |
| Быстрые перемещения по оси Z, мм/мин | 12000 |
| Рабочая подача, мм/мин | 0.01~6000 |
| Диаметр ШВП/шаг ось Х, мм | 24/5 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,9 |
| Тип мотора и мощность по оси Z, кВт | серво 1,9 |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 440 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 250 |
| Диапазон скоростей шпинделя, об/мин | I 10-214; II 64-672; III 160-1650 |
| Диаметр отверстия шпинделя, мм | 77 |
| Максимальный диаметр прутка, мм | 75 (60 с полым гидропатроном) |
| Торец шпинделя | D8 по ГОСТ 26651-85 |
| Конус отверстия шпинделя | метрический 90 (1:20) |
| Внутренний диаметр подшипника шпинделя | 120 |
| Момент на шпинделе (30 минут), Нм | 2288 |
| Момент на шпинделе (продолжительно), Нм | 966 |
| Мощность э/д шпинделя (30 минут), кВт | 25 |
| Мощность э/д шпинделя (продолжительно), кВт | 10 |
| Тип э/д шпинделя | серво |
| Резцедержка | |
| Число инструментов, шт | 8 (12 опция) |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | VDI40, (VDI30 опция) |
| Время смены инструмента – верт. револьверная головка, с | - |
| Время смены инструмента – гориз. револьверная головка, с | 0,8 |
| Точность позиционирования револьверной головки, мм | 0,008 |
| Мощность э/д приводного инструмента, кВт | - |
| Обороты приводного инструмента, об/мин | - |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона |
| Выдвижение пиноли задней бабки, мм | 150 |
| Диаметр пиноли, мм | 75 |
| Конус пиноли гидравлической задней бабки, № | Морзе 5 |
| Конус пиноли механической задней бабки, № | Морзе 5 |
| Прочее | |
| Потребляемая мощность, кВА | 35,5 |
| Система ЧПУ | Siemens 828D |
| Наличие транспортера стружки | опция для РМЦ 1000 |
| Емкость бака СОЖ, л | 45 |
| Емкость гидростанции, л | 80 |
| Вес нетто, кг | 3200,3500 |
| Вес брутто, кг | 3380, 3680 |
| Габаритные размеры, ДхШхВ мм | 2775/3475х1585х1670 |
| Габаритные размеры упаковки, ДхШхВ мм | зависит от заказа |
| Примечания | |
Комплектация и опции
| Базовая комплектация | Опции |
|---|---|
| - Система ЧПУ Siemens 828D; - Э/д шпинделя 25/10 кВт; - Автоматическая система смазки направляющих и ШВП; - Система подачи СОЖ на каждый инструмент; - Освещение рабочей зоны; - 8-ми позиционная револьверная головка ТС80 VDI40; - 3-х кулачковый стальной патрон ф250 мм; - Набор инструмента для обслуживания станка: • Ключ зажима патрона; • Ключ съема патрона со шпинделя; • Переходная втулка 90мм/ КМ5; • Неподвижный центр КМ5 – 2 шт; • Набор ключей: рожковые 17/19,12/14; шестигранные 3,5,6,8,10; • Клиновой башмак - 6 шт.; • Анкерный болт М20х400 6 к-тов. - Светосигнальная колонна индикации состояния станка; - Паспорт, руководства по эксплуатации механической, электрической и прочих систем - | - системы ЧПУ: • Siemens Sinumerik 808D Advanced; • Fanuc 0i TF; • ЧПУ Модмашсофт ФМС3000; • ЧПУ БалтСистем NC210; • ЧПУ БалтСистем NC201; • ЧПУ БалтСистем NC301 + привода Yaskawa. -шпиндель с отверстием 81 мм (для гидропатрона 65 мм); -резцедержка 4 поз, с вертикальной осью; -резцедержка TC80x12 VDI30; -резцедержка Pragati BTP100; - люнет подвижный 35-165 мм; - люнет неподвижный 35-165 мм; - гидравлическая станция; - трехкулачковый гидравлический патрон с отверстием; - гидравлическая пиноль; - электромеханичекая пиноль (ЭМГ-51); - пластинчатый стружкосборник (только для РМЦ 1000 мм); - насос подачи СОЖ производительностью 50 л/мин; - насос подачи СОЖ производительностью 200 л/мин; - Shopturn - визуальное программирование и отладка - опции Siemens; |
Высокая точность и стабильность обработки в сочетании с широким диапазоном технологических режимов и возможностей обеспечивают обработку на станке простых и сложных деталей из различных материалов.
Произведен по ГОСТ. Класс точности - Н
Произведен по ГОСТ. Класс точности - Н
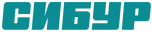
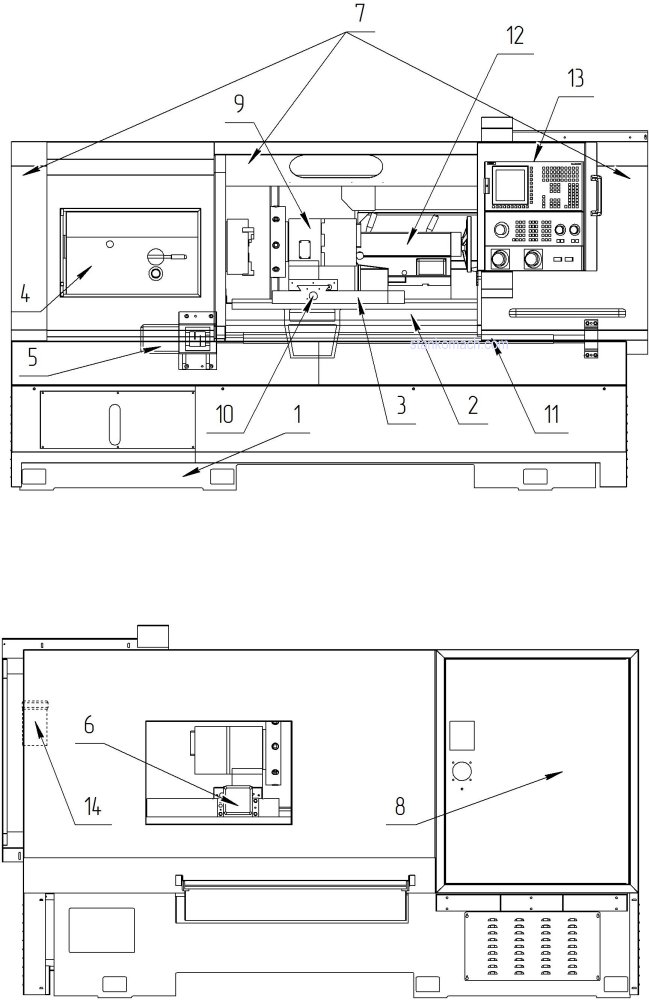
Основные узлы
1. Основание;
2. Станина;
3. Суппорт;
4. Бабка шпиндельная;
5. Привод продольного перемещения;
6. Привод поперечного перемещения;
7. Ограждение неподвижные и подвижные элементы;
8. Шкаф с электроаппаратурой;
9. Револьверная головка;
10. Винтовая шариковая пара поперечного перемещения;
11. Винтовая шариковая пара продольного перемещения;
12. Бабка задняя;
13. Пульт управления с системой ЧПУ;
14. Система централизованной импульсной смазки;
2. Станина;
3. Суппорт;
4. Бабка шпиндельная;
5. Привод продольного перемещения;
6. Привод поперечного перемещения;
7. Ограждение неподвижные и подвижные элементы;
8. Шкаф с электроаппаратурой;
9. Револьверная головка;
10. Винтовая шариковая пара поперечного перемещения;
11. Винтовая шариковая пара продольного перемещения;
12. Бабка задняя;
13. Пульт управления с системой ЧПУ;
14. Система централизованной импульсной смазки;
Станина +Тумба (основание)
Станина токарного станка ТС1625Ф3 отлита из чугуна и выполнена с увеличенными размерами по ширине. Увеличение ширины станины придало станку дополнительную жесткость. Произведена индуктивная закалка и шлифовка рабочих поверхностей.
Литая, тяжелая, широкая станина установлена на цельное основание, обеспечивающее дополнительную устойчивость к деформациям во время обработки.
Показатели ширины тумбы и станины дают возможность заявить, что токарный станок ТС1625Ф3 соразмерен со станками советского производства.
Литая, тяжелая, широкая станина установлена на цельное основание, обеспечивающее дополнительную устойчивость к деформациям во время обработки.
Показатели ширины тумбы и станины дают возможность заявить, что токарный станок ТС1625Ф3 соразмерен со станками советского производства.
Процесс шлифовки станины
операция шлифования базовых плоскостей
цельнолитая тумба
тумба и станина спарены между собой
Визуализация в системе CAD

Передняя бабка
Корпус шпиндельной бабки

Шпиндельная бабка обеспечивает передачу высокого крутящего момента от электродвигателя до шпинделя с использованием трех диапазонов скоростей.
При производстве станка ТС1625Ф3 был разработан улучшенный шпиндельный узел с диаметром отверстия 77 мм.
В шпиндельном узле установлены усиленные двухрядные роликовые радиальные подшипники с конической посадкой.
При производстве станка ТС1625Ф3 был разработан улучшенный шпиндельный узел с диаметром отверстия 77 мм.
В шпиндельном узле установлены усиленные двухрядные роликовые радиальные подшипники с конической посадкой.
Визуализация

Таких подшипников два. Они установлены с обеих сторон шпинделя. Такое расположение обеспечивает жесткость и позволяет регулировать зазор в процессе эксплуатации.
Также, для увеличения жёсткости установлен шариковый двухрядный радиально-упорный подшипник, который позволяет обрабатывать заготовки больших габаритов и массы. Данная конструкция обеспечивает длительную работоспособность при интенсивных нагрузках.
Система смазки шпиндельной бабки
Циркуляционная смазка обеспечивает принудительный полив шестерен и подшипников, что способствует полноценному смазыванию всех узлов, улучшает теплообмен и продлевает срок эксплуатации.
Также, для увеличения жёсткости установлен шариковый двухрядный радиально-упорный подшипник, который позволяет обрабатывать заготовки больших габаритов и массы. Данная конструкция обеспечивает длительную работоспособность при интенсивных нагрузках.
Система смазки шпиндельной бабки
Циркуляционная смазка обеспечивает принудительный полив шестерен и подшипников, что способствует полноценному смазыванию всех узлов, улучшает теплообмен и продлевает срок эксплуатации.
Графики момента на шпинделе
25 кВт S6
До 30 минут
10 кВт S1
Продолжительный режим работы
Задняя бабка
Увеличение ширины направляющих также привело к увеличению основания задней бабки, повысив ее жесткость.Корпус задней бабки увеличенного сечения обеспечивает дополнительную жесткость пиноли при обработке деталей типа вал.
В корпусе задней бабки установлена новая система для разгрузки, облегчающая процесс перемещения по станине.
Фиксация бабки со станиной проводится вручную с помощью эксцентрического рычага. Передвижение пиноли исполняется вручную с помощью маховика.
Гидравлическая система
Опциональная установка гидростанции, трехкулачкового гидравлического патрона диаметром 254 мм с проходным отверстием 65 мм, гидравлической пиноли задней бабки позволяет повысить автоматизацию станка и увеличить производительность за счет уменьшения времени вспомогательных операций.Повысить производительность при обработке серийных деталей также позволяет податчик прутковых заготовок (опция)
Суппорт
(каретка+салазки, револьверная головка). Привод продольной подачи – сервомотор, безлюфтовая муфта, подшипники и ШВП класса С3 обеспечивают перемещение каретки и возможность точной обработки деталей с длиной до 1000 мм в базовой модели и 1500 мм в удлиненной версии.Привод поперечной подачи – обеспечивает перемещение салазок с револьверной головкой по оси Х.
Современный, износостойкий антифрикционный материал (Zedex) обеспечивает улучшенное скольжение узлов продольной и поперечной подачи.
Револьверные головки
TC80
Точность и надежность фиксации диска данных револьверных головок обеспечивает жесткость в процессе обработки на тяжелых режимах и надежность в процессе эксплуатации. Возможность выбора инструмента по кратчайшему направлению - уменьшает время смены. Производство Тайвань.8 поз. - оправки VDI40.
12 поз. - оправки VDI30

BTP100
Pragati (Индия) - современная револьверная головка, хорошо зарекомендовавшая себя в процессе эксплуатации
Зона обработки и рабочие возможности станка
ТС80x8 VDI40
8 поз. VDI40
TC80x12
12 поз. VDI30
Рабочие параметры станка зависят от установленной резцедержки, патрона, люнетов и типа задней бабки. Подробнеев руководстве по эксплуатации.
Что дает VDI крепление:
- универсальность оправок;
- жесткость обработки;
- быстрый съем и установку оправки;
- большое количество позиций инструмента;
- возможность настройки инструмента вне станка;
Следует заметить, что поворотные резцедержатели с креплением VDI типа остаются самым надежным решением для обработки на токарных станках с горизонтальными направляющими.
Что дает VDI крепление:
- универсальность оправок;
- жесткость обработки;
- быстрый съем и установку оправки;
- большое количество позиций инструмента;
- возможность настройки инструмента вне станка;
Следует заметить, что поворотные резцедержатели с креплением VDI типа остаются самым надежным решением для обработки на токарных станках с горизонтальными направляющими.
Кожуха/ Кабинет/Система подачи СОЖ/ Система смазки
Система централизованной импульсной смазки
На токарном станке ТС1625Ф3 установлена управляемая центральная смазка. В этой станции, вся смазка распределяется через дроссельные дозаторы, которые выполняют необходимое смазывание каретки, суппорта и гаек ШВП. Благодаря современной управляемой центральной смазке узлы станка будут служить максимально долго.
Благодаря детальной проработке кожухов и кабинетной защиты мы уменьшили габариты станка. Данная особенность позволит потребителю установить дополнительное оборудование без увеличения производственных площадей. Так же данная конструкция кожухов обеспечивает удобство загрузки/выгрузки деталей, что существенно увеличивает производительность.
Кабинетная защита зоны резания обеспечивает:
- удобство управления. Поворотный пульт с системой ЧПУ, панелью управления и двумя маховичками обеспечивает удобство привязки инструмента, отладки технологии и контроля при серийной обработке.
- защиту от разлета стружки, СОЖ, масляного тумана
- защиту оператора от вылета заготовки
- удобство удаления стружки после работы. На станке имеется ниша в монолитной тумбе
На токарном станке ТС1625Ф3 установлена управляемая центральная смазка. В этой станции, вся смазка распределяется через дроссельные дозаторы, которые выполняют необходимое смазывание каретки, суппорта и гаек ШВП. Благодаря современной управляемой центральной смазке узлы станка будут служить максимально долго.
Благодаря детальной проработке кожухов и кабинетной защиты мы уменьшили габариты станка. Данная особенность позволит потребителю установить дополнительное оборудование без увеличения производственных площадей. Так же данная конструкция кожухов обеспечивает удобство загрузки/выгрузки деталей, что существенно увеличивает производительность.
Кабинетная защита зоны резания обеспечивает:
- удобство управления. Поворотный пульт с системой ЧПУ, панелью управления и двумя маховичками обеспечивает удобство привязки инструмента, отладки технологии и контроля при серийной обработке.
- защиту от разлета стружки, СОЖ, масляного тумана
- защиту оператора от вылета заготовки
- удобство удаления стружки после работы. На станке имеется ниша в монолитной тумбе
Электрооборудование
Станки оснащаются комплектующими от ведущих мировых поставщиков. По желанию Заказчика применяются ЧПУ, привода и сервомоторы – Siemens, БалтСистем, Модмашсофт, Fanuc и т.д. Коммутирующая аппаратура Finder и Schneider Electric. Благодаря новейшим технологиям стало возможным уменьшение размеров электроаппаратуры и уменьшение потребления электроэнергии, без потери в мощности станка. Это позволяет потребителю получить надежный станок, увеличить производительность, при уменьшении электропотребления, что снижает себестоимость продукции.
Электрошкаф выполнен с дополнительной защитой от попадания пыли и влаги.
Увеличенный срок гарантии на электрические компоненты (ЧПУ, привода, частотный преобразователь) – 24 месяца.
Электрошкаф выполнен с дополнительной защитой от попадания пыли и влаги.
Увеличенный срок гарантии на электрические компоненты (ЧПУ, привода, частотный преобразователь) – 24 месяца.
Пульты управления и ЧПУ
Siemens 808d advanced

Siemens 828 Basic

Балтсистем NC210

Пример монтажа электрошкафа
ЧПУ Сименс 808 Advanced 808

ЧПУ Сименс 828

Доступны технические решения на электроаппаратуре ABB или Schneider electric
Проверка на точность
Renishaw ballbar QC20W
Графически
Renishaw ballbar QC20W
В виде таблицы
Интерферометр
Проверка на точность линейного позиционирования